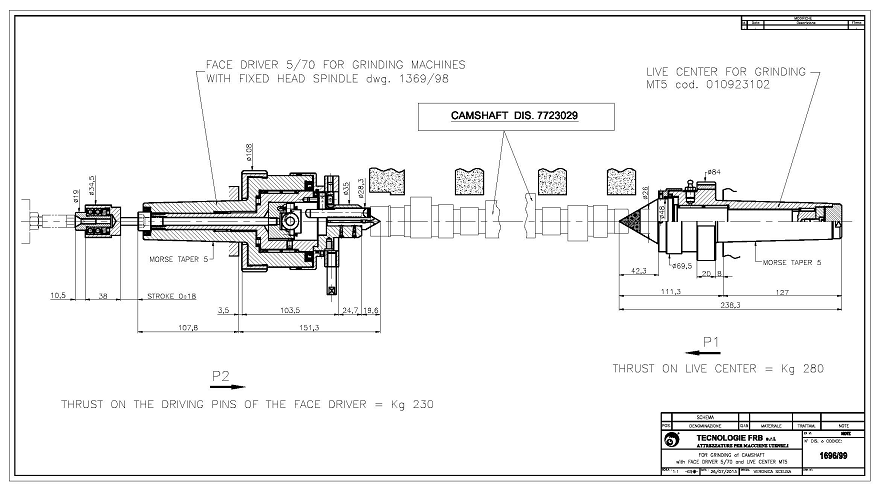
凸輪軸磨削加工 凸輪軸磨削加工
加工: 用于主軸頸“O型環(huán)”磨削
質量要求
1998年以前使用夾具
尾座端使用死頂尖
主軸端使用3爪夾頭
1998年采用TECNOLOGIE FRB夾具
尾座使用活頂尖
主軸端使用液壓式端面驅動頂尖
圓度:0.0075mm
圓柱度:0.015mm P1: 尾座端推力 = 250公斤
同軸度:0.015mm P2: 主軸端推力 = 200公斤
結果:
質量:系統(tǒng)不僅保證所要求的精度范圍,還降低了了50%的尺寸公差值�。這些定性結果能實現(xiàn)的因為活頂尖完全消除頂尖和工件中心之間的摩擦。另外�����,替代三爪夾頭使用自補償端面驅動頂尖消除了徑向夾持力�。
優(yōu)點:通過這套系統(tǒng),相比原來的夾具��,中心的潤滑和磨損被消除����。此外,工件的圓周速度能從12 - 15米/分提高至20 - 25米/分, 其結果是機床加工時間縮短��,并獲得更好的磨輪工作條件, 修整頻率隨之減少����。
所有的FRB驅動頂尖都帶有微調裝置,用于安裝時的調整。